




MBR technology used to Increase capacity of the Yeppoon Sewage Treatment Plant
Upgraded wastewater treatment plant utilises less power and chemicals and is more reliable to operate
DOWNLOAD THE PAPER
ABSTRACT
Membrane bioreactor (MBR) technology was used to increase the capacity of the existing Yeppoon Sewage Treatment Plant (STP) by 48% to 31,000 equivalent persons (EP) (average dry weather flow 6.2 ML/day, peak flow 18.6 ML/day) in 2019. Some of the innovative design features included; reusing the existing bioreactor infrastructure, decreasing chemical consumption through improved biological nutrient removal, membrane filtration pre-thickening of waste activated sludge, and the provision of a ‘spare’ fourth membrane tank for an additional 25% expansion in the future. The MBR power consumption is no more than was being used in the original conventional activated sludge treatment process with tertiary filtration. The upgrade addressed a number of challenges including; reducing operational costs, efficiently reusing the existing site space, and maintaining recycled effluent quality whilst taking major process units offline to be repurposed for the upgrade.
INTRODUCTION
The Yeppoon Sewage Treatment Plant is operated by the Livingstone Shire Council (LSC), which incorporates Queensland central coastal areas including, Yeppoon, Emu Park, Great Keppel Island, Stanage Bay and Keppel Sands. In 2016, the plant was already at 93% of its treatment capacity, after receiving an upgrade only 10 years prior (Livingstone Shire Council, 2017). This rapid population growth necessitated an upgrade of both the hydraulic and nutrient treatment capacity of the plant in order to continue to supply recycled water to various local users.
The existing plant consisted of a biological nutrient removal (BNR) activated sludge process with gravity clarification, media filtration, chlorine disinfection and a belt filter press for dewatering. Membrane bioreactor (MBR) technology was used by Downer to increase the capacity of the existing Yeppoon STP by 48% to 31,000 EP (average dry weather flow 6.2 ML/day, peak flow 18.6 ML/day). The treated effluent is discharged to an off-site effluent storage lagoon and is reused for recycled water.
The complexity of the upgrade was increased by the fact that there was no alternative location to treat the wastewater during the construction. Nevertheless, the final plant included a number of innovations that meant the upgraded facility utilises less power and chemical and is more reliable to operate, especially under wet weather conditions.
This study demonstrates how MBR technology can provide a more sustainable alternative for sewage treatment plant capacity upgrades in areas with rapid population growth; especially where stricter treated effluent licence conditions are being imposed by regulators, and available plant area is scarce. It also demonstrates how an MBR upgrade can reuse exiting assets, reduce the plant footprint, and provide improved recycled water quality.
DESIGN AND CONSTRUCTION
In 2017, Livingstone Shire Council specified the requirements for the MBR upgrade using the hydraulic design basis shown in Table 1. It is worthy to note that although only three (3) times the average dry weather flow (ADWF) was required to be treated, the membrane system was ultimately designed to have additional membrane modules added in the future to provide up to 4.6 times ADWF (otherwise referred to as Peak Full Treatment Flow (PFTF)). This takes advantage of the modular nature of the MBR system and will accommodate intense rain events, which are characteristic of the summer season in many parts of Queensland. 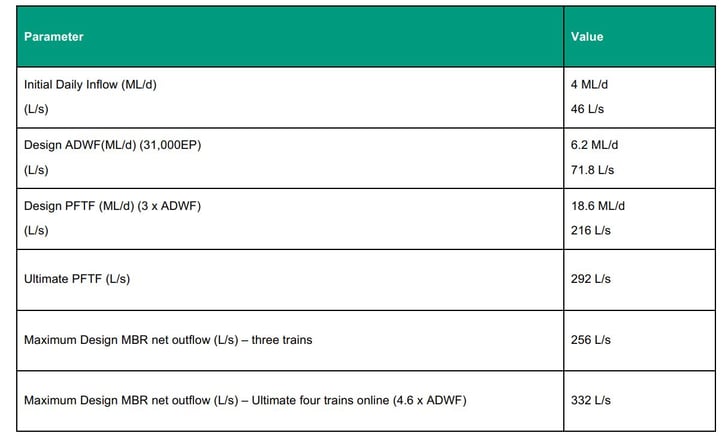
Table 1: YSTP Biological Process Design Flow Parameters
The nutrient loads that were required to be treated are outlined in Table 2. The influent characteristics were similar to a typical
domestic wastewater; however, provision was also made in the design for up to 50 kL/day of septage to be processed in addition to
the influent loads.
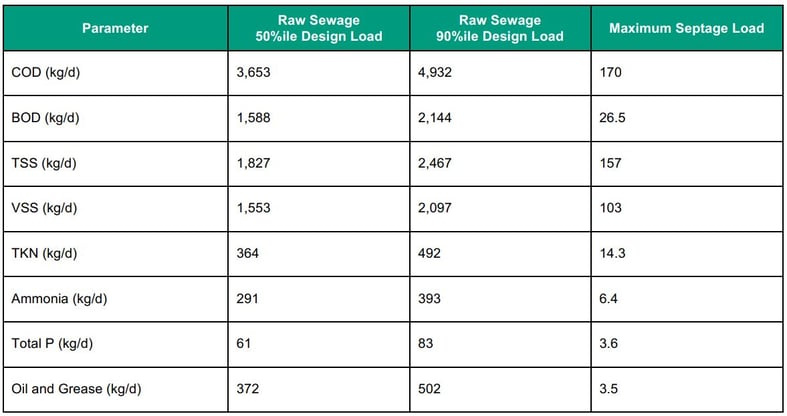
Table 2: Influent Design Loads (31,000 EP) including septage.
To treat the required loads, Downer designed and constructed the following scope of works:
- A new inlet works, including two-stage (coarse and fine) screenings and grit removal, which was covered for odour extraction
- A parallel, dual bioreactor process, utilising the existing bioreactor structures
- New removable bioreactor aeration diffuser laterals that allowed continued use of the existing bioreactor blowers
- Integrated three membrane train MBR system with staged membrane module installation (initially 9 no. of 12 no. final) to reduce initial capital expenditure
- Construction (but not fit out) of a fourth membrane tank that will then be available for a future further capacity upgrade to 38,000 EP
- An expanded chemical storage and dosing facility for caustic soda, sodium hypochlorite and citric acid. The existing alum and gaseous chlorine storage and dosing facilities were reused
- Replacement of the belt filter press with a high-performance decanter centrifuge to improve dewatered cake solids from 15% w/w to 22% w/w and significantly reduce biosolids disposal costs
The simplified plant process flow diagram (PFD), Figure 1 depicts the processes employed in the upgraded treatment plant.
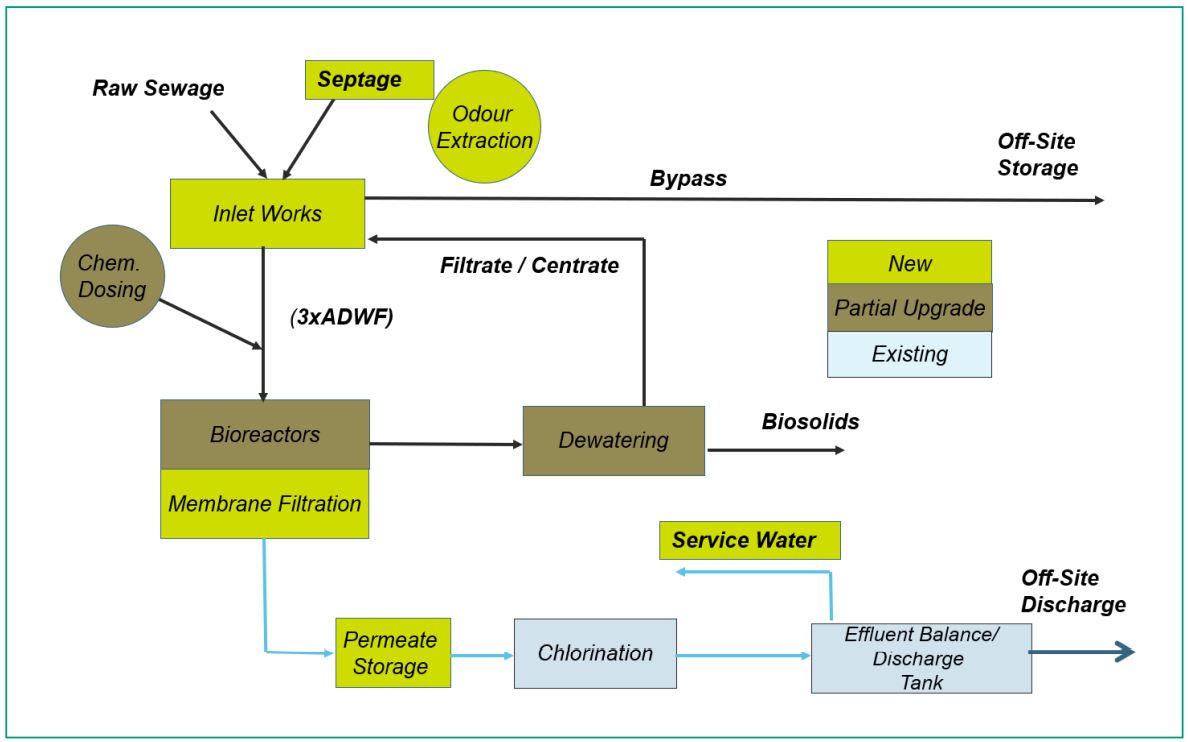
Figure 1: Simplified Process Flow Schematic showing the scope of work. A large proportion of the existing infrastructure was reused, reducing the capital expenditure.
Figure 2 shows a view of the new plant with the membrane tank and inlet works structures augmented into the process. The Downer team improved on the original reference design resulting in competitive whole of life cost estimates during the tender. This was done through a number of design initiatives.
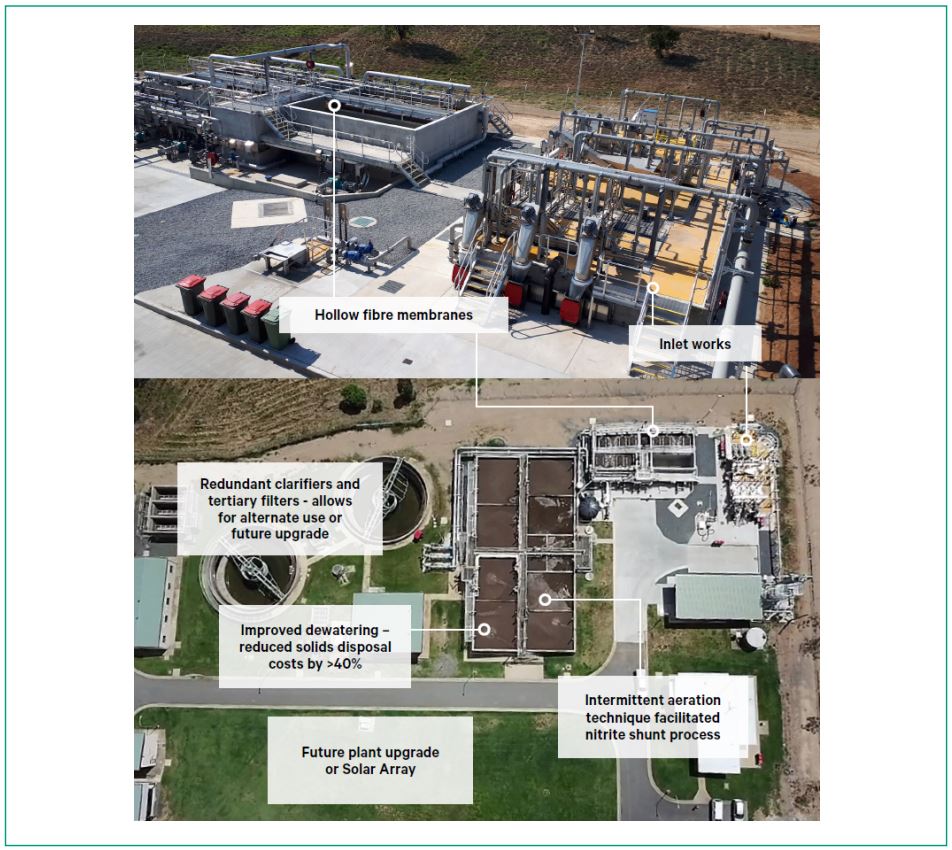
Figure 2: Aerial view of the membrane bioreactor tank and inlet works with two stage screening and grit removal (top). Aerial view of Yeppoon Sewage Treatment plant after the upgrade complete showing the footprint of the new plant is reduced, compared to the existing plant, leaving room for additional future infrastructure (bottom).
Firstly, the biological nutrient removal of the existing bioreactors was increased through a number of modifications. The existing fixed-to-floor disc aeration diffusers were removed and replaced with removable aeration diffusers (to facilitate easier maintenance). These were installed at a higher density and also across three bioreactor zones, instead of two, creating a ‘swing’ zone that can facilitate nitrification or denitrification, depending on the operation mode selected. Furthermore, the existing A-recycle was no longer required, as this was replaced with the recycle flow coming from the newly added membrane tanks. Lastly, high frequency on-off cycling of aeration was designed to facilitate short-cut nitrification and denitrification, thus improving the efficiency of the biological nitrogen removal process.
Secondly, the membrane filtration process allows for increased flexibility in operation. For example, each membrane train (three installed initially) can be operated independently of the other, and switched off when it is not required to produce permeate. This operational flexibility was leveraged to include a pre-thickening of waste activated sludge. Waste activated sludge is drawn from the membrane tank, where the natural process of drawing permeate thickens the sludge, and sent to the dewatering process. Not only does this result in less volume being wasted per day (which means less hours spent dewatering each day) the decanter centrifuge performance could be improved.
A third aspect of the design was the strict hydraulic grade line. By designing the membrane tank at just above the level of the bioreactor, the pumping power required to continuously pump mixed liquor from the bioreactors into the membrane tanks, and back again, was reduced significantly.
Once the design was completed, there was also the task of planning the construction and commissioning of the complex brownfield work. This planning was necessary in order to maintain continued treatment whilst bioreactor modifications were undertaken. An example of this, in Figure 3, shows that the major process units (the inlet works, the membrane tanks and the chemical dosing area) were able to be built and commissioned offline, and then connected into the main plant process during a cut-over procedure.
To enable the fit-out of the bioreactors with additional removable aeration diffusers, each bioreactor was required to be taken offline in turn. By manipulating the clarifier return activated sludge (RAS), bioreactor aeration and mixed liquor concentration, both Downer and LSC were able to work together and ensure effluent compliance during the dry weather periods when each reactor was taken offline.
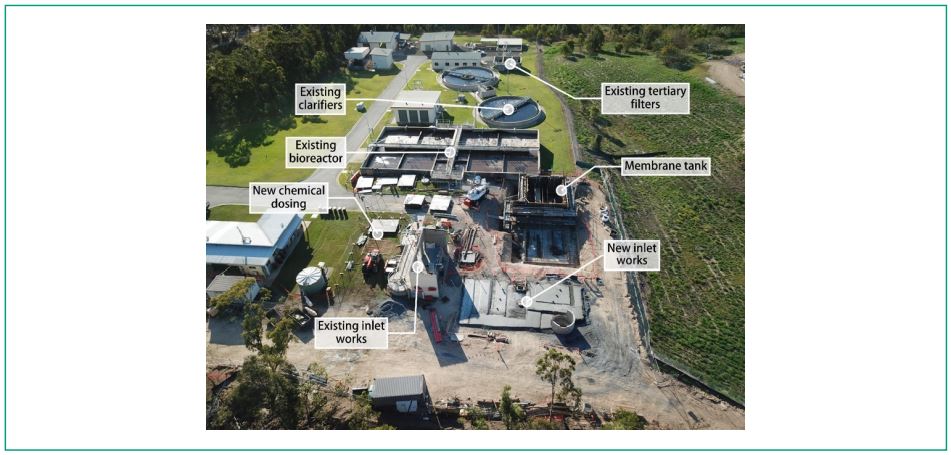
Figure 3: Aerial view of the Yeppoon Sewage Treatment Plant during the construction work. The plant was able to continue to meet its operational licence requirements during the upgrade.
RESULTS
Commissioning Milestones
The commissioning was undertaken in stages, which are briefly described below:
- Substitute existing lime dosing with temporary caustic dosing and take the existing bioreactor 1 offline.
Figure 3 shows the site at this stage of the project.
- Construction and cut-over of the new inlet works facility (still only one bioreactor in operation).
- Bioreactor 1 refurbishment complete and cut-over and bioreactor 2 taken offline.
- Bioreactor 2 refurbishment complete and brought online.
- Cut-over of the new MBR process. This allowed the decommissioning of the clarifier and tertiary filter systems.
- The final stage involved cutting-over the dewatering unit and the odour control unit.
The upgraded plant was fully commissioned in August 2019. In line with the above staging, a number of milestones were achieved prior to that date:
- 10th May 2019 Inlet works construction and commissioning complete and cut-over
- 19th May 2019 Bioreactor 1 refurbishment complete and cut-over
- 6th June 2019 Bioreactor 2 refurbishment complete and cut-over
- 31st July 2019 Membrane tanks cut-over
Final Site Configuration
The smaller footprint of the MBR process has meant that over 40% of the existing treatment plant site remains available for a future expansion; clarifiers and gravity filters were retained for future repurposing (refer bottom picture in Figure 2). With the saved space, there is now also room for the installation of an onsite solar array. A similar solar array has been installed and commissioned at other Downer designed and constructed sites such as the Rubyanna Wastewater Treatment Plant, for the Bundaberg Regional Council. The Rubyanna Solar Farm generates approximately 803 MWh per annum and offsets approximately 40% of the total plant energy at this site (Mark Newland, 2019).
Wet Weather Performance
During February and March of 2020, Yeppoon STP received significant rainfall (>100 mm on some days). The membrane system was able to automatically adjust to the increase in influent and discharge >220 L/s with only 9 of the ultimate 16 available membrane module spaces installed. This represents three times average dry weather flow, with extra capacity still to be realised. A significant difference for Livingstone Shire Council in this instance is that ‘wash-out’ of biology is no longer an issue at these high flows, due to the nature of the membrane bioreactor system, compared to a conventional clarifier system.
Operational Considerations
During the tender, Downer submitted a competitive forecast for operating costs at the Yeppoon STP. These forecasts were confirmed during the performance trial in 2019, with the results summarised below.
Chemicals
A 50% reduction in alum consumption was achieved by improving the biological phosphorous removal processes onsite. Further, a 100% reduction in additional alkalinity dosing was achieved due to the more efficient nitrogen removal process and the reduction in alum required (the site originally used lime, but this was replaced with caustic as a future mitigation to alkalinity changes in the influent). Additional chemical is required for membrane maintenance (citric acid and sodium hypochlorite), but the operating cost of these chemicals is more than offset by the savings achieved from the reduction in alum and alkalinity dosing. The existing site used chlorine gas for disinfection of the final effluent. No change was made to this operation, except that a lesser chlorine dose was effective at achieving a median faecal coliform measurement of 1 CFU/100mL during the trial (1 CFU/100mL being the limit of detection that was used). This is due to the superior disinfection performance of the ultrafiltration membrane system, which has been challenge tested to give up to 6.5 log reduction of pathogens (using microspheres as surrogates for Cryptosporidium), and 3 log reduction of viruses (using MS2 bacteriophage as the test virus) (MWH Americas INC, 2015).
Dewatered Sludge
The existing belt filter press performance was approximately 12-15%w/w dry solids. Since the installation of the new centrifuge the results have been 20%ww dry solids content on average (often 21-22%w/w dry solids content). This has reduced the biosolids disposal costs for Livingstone Shire Council by >40%. Furthermore, with the membrane process able to pre-thicken the waste activated sludge, the time that the dewatering takes has been reduced significantly, saving operator time and site power.
Power
The specific power demand after the membrane bioreactor upgrade was a median of 775 kWh/ML, which is no more than the original conventional activated sludge plus tertiary filtration plant was consuming over 2017 and 2018 (see Figure 4).
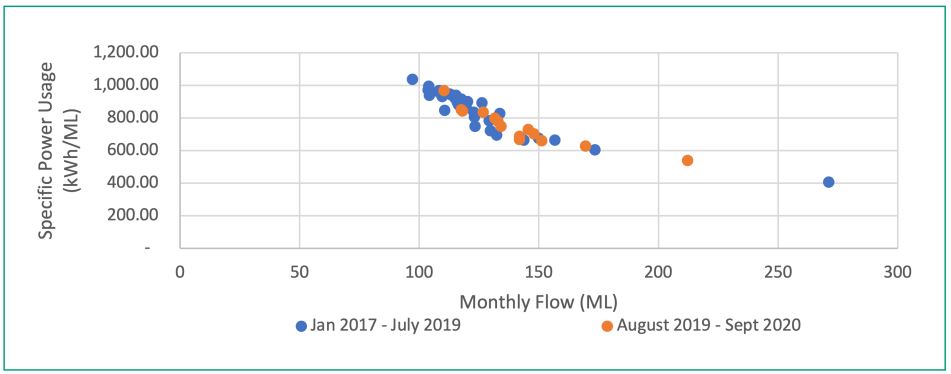
Figure 4: Specific power (kWh/ML) usage at Yeppoon STP has been no more than what was used by the conventional activated sludge and gravity clarification process, albeit with improved effluent quality.
A breakdown of the MBR power usage is seen in Figure 5. Most conventional activated sludge processes would be expected to use over 50% of the daily power for bioreactor aeration (Metcalf & Eddy, 2014). A significant finding of this study was that the combined total of bioreactor and membrane aeration makes up less than 40% of the total site power usage. This shows that the combination of dissolved oxygen control on the bioreactor blowers, intermittent aeration techniques, and intermittent operation of the membrane trains (which are independent of each other) can reduce power consumption, whilst actually improving effluent quality. Whilst this is a significant achievement, some consideration must be given to the fact that this MBR process was built on a sloping site, and therefore additional pumping power (MBR feed pumping, RAS, permeate, service water) was required, potentially skewing this proportion compared to a flat site. It must also be considered that the existing Yeppoon STP bioreactor blowers were re-used (having been initially installed in 2006), and additional power savings could be realised if these blowers were replaced with a newer, more efficient model at the end of their useful life.
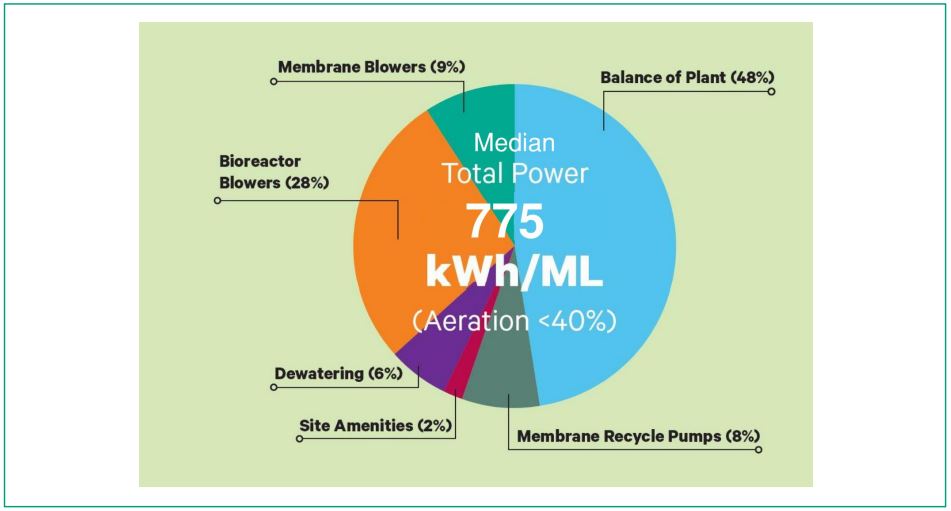
Figure 5: During the performance trial of the Yeppoon STP, the site power was monitored, along with key areas of the plant. Results show that the aeration (to bioreactors and membranes) consisted of less than 40% of the overall power consumption. The median daily power consumption since August 2019 was 775 kWh/ML (90th percentile 861 kWh/ML).
Effluent Quality
The upgraded plant has demonstrated an improved recycled water quality on multiple parameters. Table 3 shows that median total nitrogen in the effluent has been reduced by 1.7 mgN/L, largely due to the significant reduction in nitrate and nitrite forms of nitrogen. The total phosphorus is slightly higher (0.12 mgP/L higher than the median since 2017), but this is largely attributed to the 50% reduction in chemical usage (noting that the required median phosphorous is 2 mgP/L).

Table 3: Median effluent quality results from 2017 through to September 2020.
In addition to the data in Table 3, during the performance trial of the plant in September/October 2019, the median turbidity was 0.6 NTU and the median faecal coliform was 1 CFU/100mL (with 1 being the limit of detection). The effluent was therefore of suitable quality for the local recycled water users.
CONCLUSION
The Yeppoon STP upgrade addressed a number of challenges including; reducing operational costs, efficiently reusing the existing site space, and maintaining recycled effluent quality whilst taking major process units offline to be repurposed for the upgrade. This study demonstrates that MBR technology can provide a more sustainable alternative for sewage treatment plant upgrades in areas with rapid population growth; especially where stricter treated effluent licence conditions are being imposed by regulators, and available plant area is scarce. It also demonstrates how an MBR upgrade can reuse existing assets, reduce the plant footprint, and provide improved recycled water quality to the end user.
ACKNOWLEDGMENT
Downer would like to thank Livingstone Shire Council for the opportunity to work with their team on this great project. The authors would also like to acknowledge the Downer design, construction and commissioning teams for their invaluable contribution to this successful project.
REFERENCES
Livingstone Shire Council. (2017, July 3). Invitation to Tender: Design and Construction of Yeppoon Sewage Treatment Plant Upgrade. Yeppoon, Queensland, Australia.
Mark Newland, Brent Gibbs (2019). Rubyanna WWTP: a demonstration of sustainability and a catalyst for regional prosperity. Poster presented at: OzWater. Melbourne Convention and Exhibition Centre.
Metcalf & Eddy, G. T. (2014). Wastewater Engineering: Treatment and Resource Recovery. New York: Mc Graw Hill Education.
MWH Americas INC. (2015). California Division of Drinking Water Conditional Acceptance Testing For Koch Puron MP Membrane. MWH.
THE AUTHORS
Jessica O’Hare
As a Chartered Chemical Engineer with a Master of Chemical and Biological Engineering, Jessica’s work specialises in process design, process control, industrial microbiology and bioprocess engineering. She has a proven track record as a Process Designer and as a Process Commissioning Engineer in the water and wastewater sector.
Mark Newland
Mark is a Chartered Professional Engineer (CPEng) with over 30 years’ experience in the Australian water and wastewater industry and is a well-respected leader in innovation in treatment processes. He has led the process design of over forty sewage treatment and water recycling plants and has worked in multi-disciplinary design and delivery teams throughout his career.
Share